
Wszystkie produkty
-
Odlewanie ciśnieniowe
-
Odlew aluminiowy
-
Odlew cynkowy
-
Części odlewane ciśnieniowo
-
Odlewanie ciśnieniowe magnezu
-
Odlewanie ciśnieniowe grawitacyjne
-
Odlewanie ciśnieniowe miedzi
-
Aluminiowy prototyp CNC
-
Części do frezowania CNC
-
formowanie wtryskowe tworzyw sztucznych
-
plastikowe części wtryskowe
-
Części do wytłaczania aluminium
Osoba kontaktowa :
Mary
Numer telefonu :
13724578129
WhatsApp :
+8613724578129
A380 Serwis 80000 strzałów Odlewanie ciśnieniowe ze stali H13 do samochodów






| Miejsce pochodzenia | CHINY |
|---|---|
| Nazwa handlowa | JHPD |
| Orzecznictwo | IATF16949 |
| Numer modelu | BGFA |
| Minimalne zamówienie | 1 zestaw |
| Cena | Negotiable |
| Szczegóły pakowania | Torba PP, rolka papieru, blister, karton lub zgodnie z Twoim zapotrzebowaniem |
| Czas dostawy | 20-30 dni |
| Zasady płatności | T/T |
| Możliwość Supply | 50 zestawów pleśni na miesiąc |

Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xSzczegóły Produktu
| Formowanie stali | P20 , H13 | Surowiec | aluminium, cynk, magnez; |
|---|---|---|---|
| Życie pleśni | 50000 do 80000 strzałów | Temperatura matrycy | 288 |
| Temperatura odlewania | 660 | Maszyna odlewnicza | Od 280 ton do 1250 TON |
| High Light | A380 Serwisowe odlewanie ciśnieniowe,80000 strzałów Odlewanie ciśnieniowe ze stali,automatyczne odlewanie ciśnieniowe ze stali H13 |
||
opis produktu
Dostawca odlewów ciśnieniowych Odlewanie ciśnieniowe Aluminium Niestandardowe odlewanie aluminium OEM Usługa A380
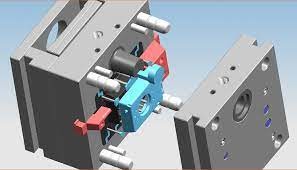
Projekt odlewania ciśnieniowego
Przed odlewaniem części producenci biorą pod uwagę szereg czynników, takich jak: grubość i zawiłość elementów (wpływa na ilość czasu, jaki metal powinien spędzić w formie lub formach) oraz złożoność projektu odlewu (wpływa na czas krzepnięcia).Aby dostosować proces odlewania ciśnieniowego do unikalnych wymagań, producenci mogą dostosować projekt formy, ciepło procesowe, skład materiału lub czas przebywania materiału w formie.
| Materiał i twardość matrycy i komponentów dla różnych odlewów | |||||||
| Komponent matrycy | Odlew metalowy | ||||||
| Cyna, ołów i cynk | Aluminium i magnez | Miedź mosiądz | |||||
| Materiał | Twardość | Materiał | Twardość | Materiał | Twardość | ||
| Wkładki wnękowe | P20[uwaga 1] | 290–330 HB | H13 | 42-48 HRC | DIN 1.2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| Rdzenie | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1.2367 | 40-46 HRC | |
| DIN 1.2367 | 42-48 HRC | ||||||
| Kołki rdzeniowe | H13 | 48-52 HRC | DIN 1.2367 przedtwardy | 37-40 HRC | DIN 1.2367 przedtwardy | 37-40 HRC | |
| Części wlewowe | H13 | 48-52 HRC | H13 DIN 1.2367 |
46-48 HRC 44–46 HRC |
DIN 1.2367 | 42-46 HRC | |
| Dysza | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1.2367 H13 |
40-44 HRC 42-48 HRC |
|
| Kołki wypychacza | H13[uwaga 2] | 46-50 HRC | H13[uwaga 2] | 46-50 HRC | H13[uwaga 2] | 46-50 HRC | |
| Tuleja śrutowa nurnikowa | H13[uwaga 2] | 46-50 HRC | H13[uwaga 2] DIN 1.2367[uwaga 2] |
42-48 HRC 42-48 HRC |
DIN 1.2367[uwaga 2] H13[uwaga 2] |
42-46 HRC 42-46 HRC |
|
| Blok uchwytu | 4140 przedtwardy | ~300 HB | 4140 przedtwardy | ~300 HB | 4140 przedtwardy | ~300 HB | |
Zalety formy HPDC
· Konfiguracja części o kształcie netto jest możliwa do osiągnięcia
· Wysoka dokładność wymiarowa jest osiągalna
· Szybka produkcja
· Cieńsze ściany są osiągalne w porównaniu do odlewów inwestycyjnych i piaskowych
· Szeroka gama możliwych kształtów
· Możliwość odlewania gwintów zewnętrznych
· Wkładki stalowe mogą być obtryskiwane
· Otwory mogą być rdzeniowane do rozmiaru wewnętrznego gwintownika
| Typowe temperatury matrycy i żywotność dla różnych materiałów odlewanych | ||||
| Cynk | Aluminium | Magnez | Mosiądz (ołowiowy żółty) | |
| Maksymalna żywotność matrycy [liczba cykli] | 1 000 000 | 100 000 | 100 000 | 10 000 |
| Temperatura matrycy [C° (F°)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| Temperatura odlewania [C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
Odlewanie ciśnieniowe to proces produkcyjny powszechnie stosowany do wytwarzania precyzyjnie zwymiarowanych, ostro zarysowanych, gładkich lub teksturowanych części metalowych o powierzchni.Odbywa się to poprzez wtłaczanie stopionego metalu pod wysokim ciśnieniem do metalowych matryc wielokrotnego użytku.Proces form odlewniczych przebiega zgodnie z kolejnymi procedurami dotyczącymi wytwarzania form odlewniczych:
Procesy wytwarzania form
1. Forma jest tworzona w co najmniej dwóch sekcjach, aby umożliwić prawidłowe usunięcie odlewu.
2. Sekcje są bezpiecznie zamontowane w maszynie i rozmieszczone w taki sposób, że jedna jest nieruchoma, a druga ruchoma.
3. Oba są mocno zaciśnięte razem.
4. Stopiony metal jest wtryskiwany do wnęki matrycy, gdzie szybko zestala się.
5. Połówki matrycy są rozsuwane i odlew jest wyrzucany.

Polecane produkty
-
VIDEO
-